First i took a length of 5/16ths brass rod that i had from a previous nozzle session and proceeded to center the piece in the lathe which resulted in a 7.8mm rod 30mm long, i then made a shoulder 6mm in diameter and 22.5mm long, i then cut that off at 28.5mm long.
I turned the nozzle around and pushed a 3.5mm drill bit into the piece to a depth of 25mm, i then took the nozzles to the mill and proceeded to setup to peck drill the 0.5mm hole to form the nozzle, this was a total bust I snapped two drills in the process, so i decided to attempt to drill the next one from the outside to the inside so i could see what was happening, turns out that this was not that hard a process, i placed the blank into the drill chuck and moved the bed with the vice mounted on it until the blank nozzle was touching the jaw of the vice, this took a little bit of back and forth on the handles to get it just right, using a set of feeler gauges to find the point where both corners of the V groove. i then tightened up the vice and released the chuck, then in went the 0.5mm drill, then some manual gcode to lower the head in 0.25mm steps, i noticed the amount of swarfe that was generated from a 0.25mm plunge of the drill was quite significant given the diameter of the drill i was using, i found that my previous gcode didn't clear the swarfe from the drill leading to breakages.
Using this method of drilling from the outside to the inside was actually quite easy, as long as the tip of the nozzle is formed dead flat the drill doesn't wander any noticeable distance, i had tried not to do it from this end because i was worried that i would end up with a nozzle that flared out due to the need to use a centering bit first ( on the lathe this was needed) with the bed of the mill being so nice and tight i didn't need to center drill the blank first.
One thing i noticed was that when you have a 0.5mm drill bit in the chuck of anything you gotta be very very careful, if you even think a bad move it will snap.. i broke a drill before i even started by issuing a bad gcode command, the command itself wasn't bad just the results. the spindle wasn't moving and the drill was a lot closer than i thought..

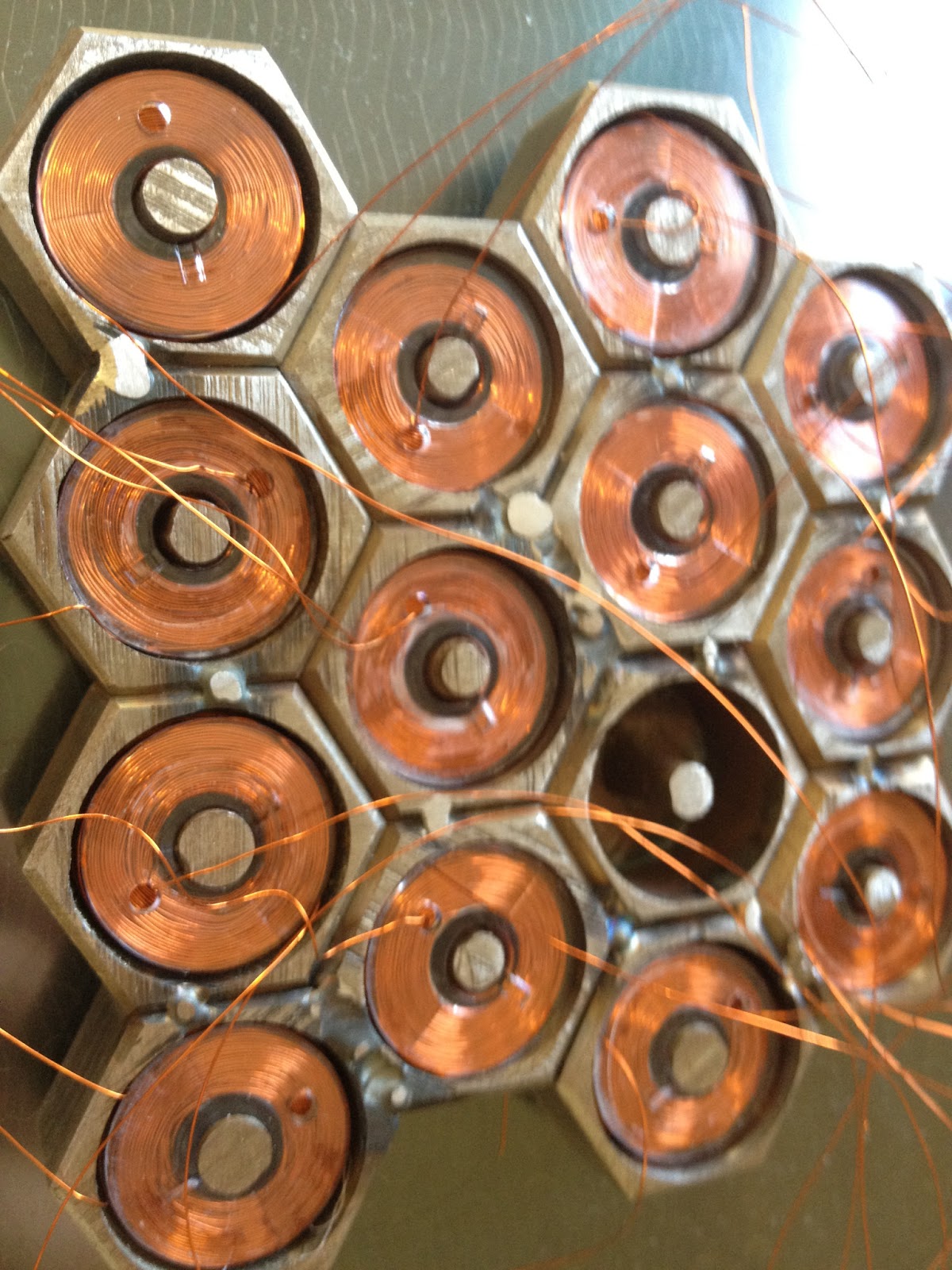
here you can see a partially completed nozzle installed and two placed in just for the photo. they still need the ptfe liner and the brass riser tubes and nozzle tips formed before they are ready to use.

The result of a half a days playing on the mill and lathe.. i have still to shape the end of the nozzle to a point, this will be done later once the riser tube and ptfe liner is installed.


once i form the nozzle tips i will have to install all three nozzles and mount a strip of emery paper to the printer bed and drag the tips of the nozzles until they are even in length when the are fully extended. this will ensure one nozzle doesn't pump out plastic at a different heights and cause layering issues.
While i was attempting to peck drill the 0.5mm hole i discovered that my mill had developed a loose Z Axis Rack gear. this is because its held in place with two countersunk screws about 5mm in diameter, they don't hold up well when you have the Z axis Quill clamp engaged and you try to crank the Z axis, the cast iron in the main post just caves to the stress. I devised a solution, i took some 19mm wide strips of steel 3mm thick, one is about 200mm long the other is about 60mm long, these were then drilled to match the other holes in the post. the top one was close enough to the top that i managed to place a nut on the back of it and some loctite to make sure it stays tight with out the fear of stripping this hole too. the bottom strip rests on a step in the rear post that out of sight, this setup ensures there is nowhere for the rack to move when too much force is put on the axis. this makes sure my backlash stays at 1.83mm in Z axis.